Springbank and The Mitchells – Scotch Whisky Sunday

Springbank and The Mitchells by Mark Davidson
All distilleries can be said to be unique but the story of Springbank distillery is of particular note. It is normal when cataloguing distilleries to start at the beginning and record the date of birth of the still. However in the distilling industry it is often the case that formal documentation of origins start when a licence is acquired. It is also common that a license is attained after a period of illicit operation. Such is the case with Springbank distillery. In these occasions it is almost certain that a date will never be attributed to the initial distillation of spirit. This is due to the distiller’s belief that it is their right to produce the ‘water of life’ free from taxation. Being a product of the land and elements most early distillers were farmers, using crop surplus as a means of supplementing their income. It seems that Springbank was not much different.
The first distinction to be made about the distillery is it’s lineage. Still in the hands of the family that first produced spirit on the site before official accounting began Springbank is the oldest distillery to remain in the hands of the founders. This part of the history begins when the Mitchell family settled in Argyll. making Campbeltown, at the tip of the peninsula, the location of their farm. It would not have been long before the family put it’s knowledge of malting to use and added distilling into their working schedule.
It is but a short sea voyage from Ireland, widely recognised as the origin of the art of distillation in this part of the world, to the south western extremities of Scotland. The spread of Christianity has long been mapped in its journey from inner-Hebridean islands to the mainland. Missionaries like Saint Columba have also been credited with bringing the alchemy of the still to Scotland.
Campbeltown being an ancient seat of power for early Celtic Scots would have also been a centre for commerce. Thanks to an outstanding natural harbour the importance of its settlement as a port was sealed. Further blessed with a milder climate and untypically fertile soil for this part of the country the region was known for the farming of the land as well as the sea.
The earliest date ascribed to the production of whisky in Scotland is 1494, in Campbeltown the record starts in 1591. John and William Mitchell began their legacy in 1837 when they acquired William Reid Junior and Company. Although there is no excise return for the date, the Reid family are said to have started distillation on the present site of the distillery in 1828. However thanks to a local coppersmith’s ledger there is evidence of one Archibald Mitchell Senior’s apparent need for a kettle shaped piece of copper!
To track the history of Springbank the story of Campbeltown as a capital of distillation must be told. The importance of the town in distilling history can be illustrated by the fact that even at this early date Springbank was the fourteenth of Campbeltown’s documented distilleries. This statistic is further put in perspective when it is appreciated that there have been a total of 34 stills recorded. Nowhere else has had such a concentration of production. Why should it be that such an isolated spot has excelled in the perfection of the art? Beyond the factors already mentioned for the location of the town itself several other important facets of locality, changes to distilling regulations not to mention the dice rolls of opportunity can be cited.
Close to town there was long a coal mine supplying fuel for the fires to heat the stills, peat fields were also local and used to great effect during the malting process and the short distance by sea to the major centre of population, Glasgow, was easily exploited thanks to the strong shipping network. The illicit nature of production, whereas not unusual around Scotland- particularly in the remoter regions, was promoted when an act of 1785 excluded Argyll from the lower taxed Highland region. Around the time of Springbank’s foundation there was one of the landmark events in Scottish distilling history. 1823 saw the passing of an act which equated to the liberation of commercial distilling. Up to this date most control of illicit distillation had been lost and steps taken to regulate the legitimate producers by taxation, licensing and other legislation had merely driven down the quality of the legal spirit to the further advantage of the smuggler.
Recognising the weakness in the system and in a position to influence those abusing the law the Duke of Gordon was able to persuade government to lift the stifling restraints on production and opened the door to a revolution which saw the production of spirit exponentially increase. Hand in hand with this mushrooming of quality output at affordable prices was the proliferation of legal stills. From an established base of three licensed stills, before 1823, Campbeltown was able to count 27 registered distillers by 1834 and 30 by 1843. A total of 34 licences have been recorded in the period of 1817 to 1829. Indeed one street alone, Longrow, had no less than 7 distilleries along its length.Hence, uniquely, a town became a whole region classification in the production of whisky. Although today flavour boundaries are less well defined geographically compared to the past in its heyday Campbeltown was known for its full bodied malts, similar in taste to today’s heavily peated Islay whiskies. This character was popular in Glasgow at this time and welcomed by blenders when grain and malts were mixed. By adding an economic amount of Campbeltown to a cheap mix of grains the drinker would not notice a lack of flavour in their glass.
Taking full advantage of their position the Mitchells, as well as 2 or 3 other local dynasties, built their own mini empires. Archibald Senior had 5 children, son William was at first a business partner to brother John (who himself had originally bought out his cousin’s stake in Toberanrigh) in Springbank having bought it from John’s father-in-law in 1837. Records show their partnership as J. & W. Mitchell & Co. at least between 1852 and 1860. However after a disagreement William left to partner other brother Archibald Junior at Rieclachan (founded 1825). Later still William set up on his own as founder of Glen Gyle in 1872. On William’s departure from Springbank John was joined by his son, Alexander. Together they went on to found J. & A. Mitchell in 1878 which by 1881 was limited as a company after some rebuilding of the plant. This was to be dissolved on Alexander’s sequestration in 1890 but was later reconstructed by 1897 and remains the name of the present owners. The last brother. Hugh, joined Archibald Junior at Rieclachan. Their sister, Mary, founded Drumore in 1824.
Around the date of 1887, in a town of less than 2000 inhabitants, there were 21 distilleries. As an example Springbank was employing 15 people. The town was said to be the second wealthiest in the British empire. So what went wrong? Why is there only three distilleries operating in Campbeltown today? Is the town still considered a region? The answer does not lie in a single event but like the ascendancy of the town can be attributed to a conspiracy of circumstances. As the industry received a huge leg-up by the relaxing of laws in 1823 it benefited once again at the end of that century. This time the rise in popularity can be credited to the phenomenal success of blending. It was now possible to reach more palates and pockets thanks to the mixing of the expensive full flavoured malts with the cheaper lighter grains. Twin this with some marketing entrepreneurs and a lack of brandy, brought about by the decimation of European vines after an insect plague, the late Victorian era saw another spate of distillery construction. Campbeltown, perhaps at saturation point, did not partake in this latest bonanza to nearly the same degree that the Speyside region enjoyed. An excellent transport network offered by the railways, Campbeltown’s remoteness now acting as a weakness, further attracted blending company accountants to deal with the previously distant North East. The Cognac drinkers of England could more accept a substitute that was based on the milder character of the Speyside region’s spirit, finding the once popular full flavour of peaty malts too aggressive.
As their grip on sales began to weaken the opportunity presented byprohibition in the USA (1919-1933) must have been a real gift horse, even if an awkward one. However by reaping this harvest they sewed the seeds of their decline. By pandering to a desperate market where the eye was forced to be on supply first quality second most Campbeltown distillers succumbed under economic pressure to temptation. Corners were cut in order that demand was met. Stills were not allowed to cool down between distillations, poor barley was used, casks of doubtful virtue were filled, immature whisky bottled – generally poor practice was employed. To further compound their misery the distillers had to source still fuel from further afield than up to date when a local coal mine closed in the 1920s. The region’s barley production was also in decline around this period. Of course this was all happening in the post war world wide economic depression, a time when the temperance movement held a serious social influence. Without revenue for investment the future of the industry didn’t look good. The cutting of trade ties with the nearby new Irish free state again would work against good fortune.
During this dark time 19 of the remaining 20 stills shut. Prompting one commentator to pen “if the full repertoire of hisky is not to be irredeemably impoverished the Campbeltowns must remain”. This quote is from 1930 when 10 distilleries stood but few actually distilled. With the closure in 1934 of Rieclachan there were to be only two distilleries left producing for the next 70 years. This begs the question, why did Springbank survive? Perhaps their longevitycan be explained by the fact that the brand’s taste was distinct from the classic Campbeltown. It was milder than the regional hallmark fully weighted and peat based flavour. Unusually the malt was promoted as a single as earlyas the end of the 19th century, underlining its identity as a unique expression. During the era of prohibition the whisky rebranded itself as a ‘West Highland’ as opposed to a ‘Campbeltown’ in order to further remove it from customers’ association with the progressively poorer standards of its neighbours. Retaining independence was also critical in their survival. As the recession tightened its grip on small producers it was common to find them selling out to the mighty Distillers Company Limited (DCL). DCL was on a mission to rationalise the supply network. By simply buying up and closing down stills the remaining operators had a greater chance of finding a buyer for their spirit. The distillery, not for the only time in its history, did close. Come 1926, a year after no less than 4 still closures, the situation was so bad that the savings made by stopping production would hopefully tide the company over until the market could sustain a restart. As it turned out it only took a few years until the stills were at work again.
Thanks, most probably, to always having been a family legacy rather than a profit driven commodity- bought and sold, rationalised and produced for the mass market, Springbank is and always has been very traditional. By controlling all aspects of production the distiller can ensure the level of quality necessary to retain his customers’ loyalty. This requires the ability to turn grains of barley (optic variety) into bottles of malt. Where every other of Scotland’s 100 malt distilleries are required to buy in ready malted barley and, with two noble exceptions, pass on the mature item to a bottling facility Springbank do it all themselves. The modern maltster is able to guarantee high quality at low cost. The development of massive malting and kilning vessels means one headache of a distillery manager is soothed. Lorries arrive with tens of tonnes of specifically peated (or unpeated) malt as close to invariable as is possible. The price of this consistency is perhaps a loss of complexity in a certain aspect of detail in character.

When malted by hand in relatively small amounts on traditional floor maltings the barley cannot behave uniformly from batch to batch. Although perhaps indiscernible in the finished product this is one method that influences the layers of taste and aroma to be experienced by the senses. At Springbank there are two malting floors each capable of handling 10-12 tonnes of barley which has been steeped in water for about 35 hours. By raising the grain’s moisture content to about 47% germination is triggered. The sprouting barley is left for 5-7 days and is turned every 4 hours. This movement helps keep an even temperature throughout the green malt and prevents rootlets and shoots entangling. At this stage the enzyme diastase begins to convert the plant kernel’s energy from a dormant starch form into a more accessible sugar ready for the next stage of growth. This laborious task is repeated over a 14 week period in order to store enough malt for the season’s few weeks of mashing and distilling. The floors were reinstated in 1992 after being abandoned in the 1970s.

In order to yield a viable amount of alcohol from the malt the germination must be stopped at an optimum point. Heat is generated which halts the plant’s development and captures as much sugar as possible for the brewer. This stage involves the malt being roasted on a wire mesh floor in the kiln. For the Springbank specification a peating level of around 15 parts per million (PPM) is required. This entails burning peat for 6 hours before switching to hot air from an oil fired source for 18+ hours.

After going through a 50 year old Porteus mill the grist is ready for mashing. A 100+ year old cast iron and, unusually, open topped mash tun is used. Progressively hotter water is fed in four batches through the porridge like mash. The last two being used as the first two for the next mash. The sweet and thick wort is then held in a washback for the fermentation stage.

Again tradition is adhered to. Where modern efficiency prefers easily cleaned stainless steel many companies hold on to their wooden washbacks. It seems another small component of character can be traced to the donation made by the organic nature of the material. 5 of these vessels, each of 21000 litres (4625 gallons) are required. Swedish boatskin larch is the wood of choice. After the introduction of yeast and a particularly slow fermentation, about 70 hours, the crude beer is now ready for distilling. In almost every case a Scottish distiller distils using two stills. The first, or wash, still raises the alcoholic content of the liquid from below 10 % alcohol by volume (abv) to somewhere above 20% abv. This is done by heating the contents of the copper kettle to boil off the alcohol. Alcohol evaporates at a lower temperature than water, the condensed vapour is gathered and sent through the second, or low wines/spirit still. This still is nearly always smaller than the previous and may or may not resemble it in shape, the contours very much moulding the make-up of the spirit. As the first part, foreshots, and last portion, feints, are too impure they are collected for redistilation along with the next batch of low wines from the wash still.
At Springbank a unique system is employed. Three stills lead to what has been called a “two and a half” distillation technique. Nonsense to chemists it would be more appropriately described as a partial double partial triple distillation. The wash, at about 5% abv produces low wines at about 20-25% abv after being run through the wash still. 20% of the low wines are fed straight to the second spirit still. The rest go into the first spirit still to produce feints at 50-55% abv. 80% of these feints also go into the second spirit still. The foreshots and feints from the second spirit still are fed back into the first spirit still along with the next batch of low wines. The spirit ultimately collected for filling into casks is about 72% abv.
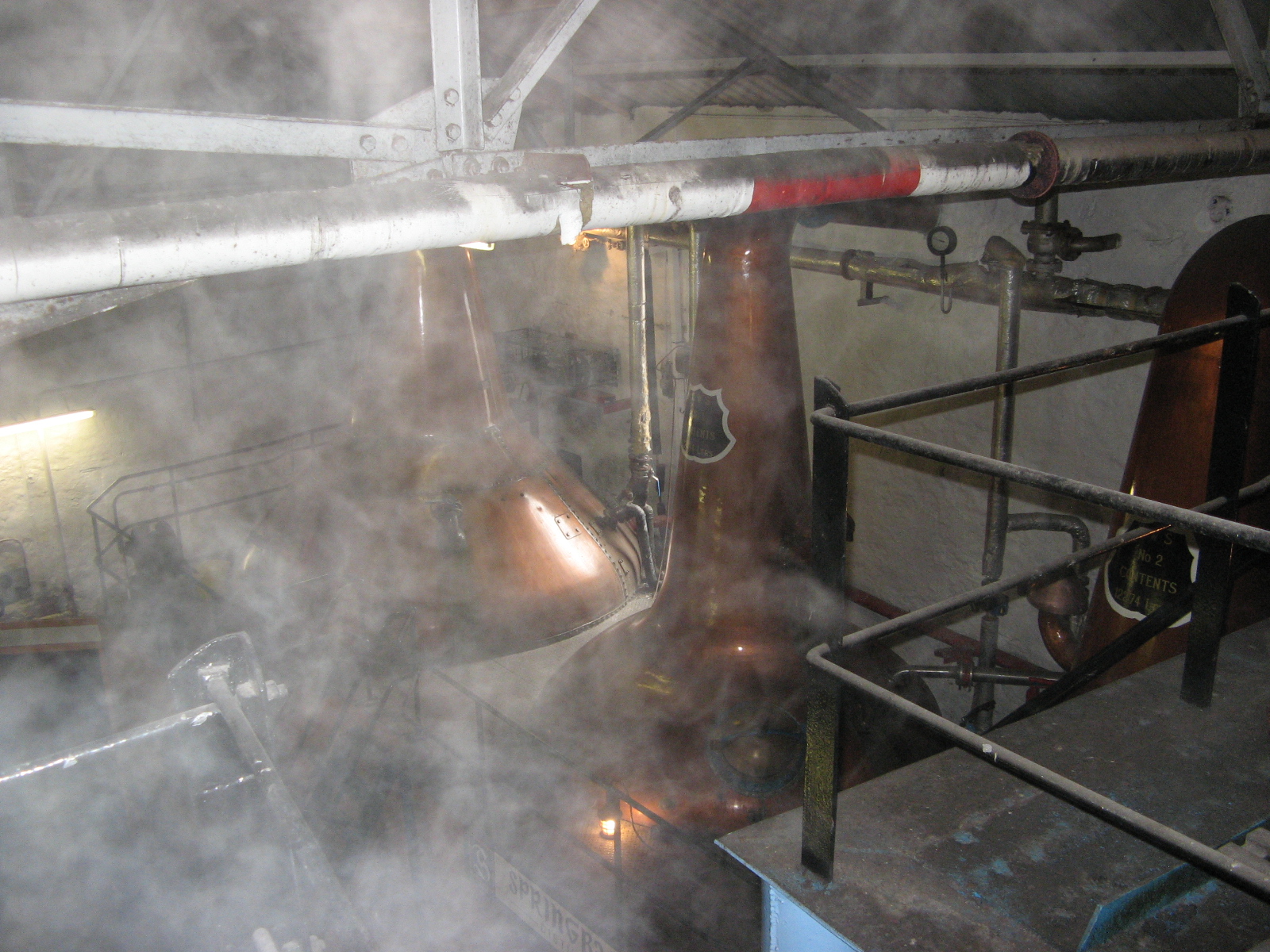
By choosing to retain an ‘old fashioned’ still heating method Springbank again help the ultimate flavour of their whisky become a particularly hard to pigeon hole taste. In days gone by all stills would have been direct fired by some fossil fuel. More recently oil or gas have been used directly but today the most common type of heating is the use of steam in coils or pans within the still.. Offering a safer, cheaper and more controllable heat source the benefits are obvious. However the traditional method did result in another contribution of character to the dram. Occasional flares of heat found in direct firing meant solid particles within the wash would stick to the bottom of the still and begin to toast. In order that this didn’t foul the stills a rummager would be needed. Basically a copper link mesh the rummager rotates internally scrapping the burnt yeast and other particles from the still body. As it does this a fresh surface of copper is exposed allowing the valuable catalytic qualities of the metal to be promoted. Although there are a few companies still sticking to this option of heating Springbank is unique in that their wash still is both heated externally by oil flame and internally by steam coils. Like current normal practice their spirit stills are exclusively steam heated . Also of note the wash still is one of only very few left in the industry that is riveted. Advancements in coppersmithing sees spot welding produce very smooth surfaces on today’s stills where the joining of plates are difficult to see. Finally the wash still continues to have its vapour condensed in the traditional manner. Whereas, like most distilleries, the two spirit stills use shell and tube condensers the wash still uses a worm. This is the way it has been done for centuries, a tube of diminishing diameter is coiled into a tub of flowing water. As the vapour comes into contact with the cold copper surface it returns to liquid. The point at which gas turns to liquid decides the particular chemical structuring of the spirits components.
Where the modern method results in a more predictable path worms will vary their efficiency depending on the temperature of the cooling water- yet again adding another layer of individuality. In size and shape the stills are similar being relatively small (wash ~10,000 litres, spirits about 12,000 litres odd) and are onion like in shape. Before the last and longest step in the process, maturation, casks are filled on site this practice once again more traditional then most as many distilleries road tanker their spirit to centralised warehouses. A steel tank can store up to 2 weeks production before it is reduced in strength to 63% abv and then put into cask.
Springbank does well in a variety of wood types while other makes tend to reveal their qualities best when a particular variety of oak is selected- perhaps ex-sherry red oak for full bodied spirit or refilled ex-bourbon white oak for peaty malts and lighter spirits. Water for all aspects of use is sourced from the dammed Crosshill Loch. The loch is filled from springs on Ben Ghuilean. It appears that all the town’s stills were fed from a single, common source- a unique feature compared to other regions.

When it comes to the storing of casks Mitchell’s own some of the oldest warehouse of their type. Unlike the modern aircraft hangar-like constructions of today yesteryear’s distillers built low level, slate roofed, stone walled, earthen floored bonds. Ideal environments for the slow steady ageing of casks these buildings, particularly when at sea level, tend to keep humidity and temperature variances to a minimum. Although a racked warehouse is also used Springbank owns 6 of the old fashion style dunnage warehouses.

The final influence a company has on its brand is its bottling Although on the surface this stage may seem straight forward over time market forces have influenced, via processing, the final product. Discovering sales are more buoyant when a whisky is dark in colour most whisky companies see fit to alter the colour of their brand. This is done by adding E150a, essentially caramelised sugar. Often legitimised by claims that because a brand bottling will vary in appearance from batch to batch but ‘quality control’ steps ensure flavour is maintained, the consumer is being reassured of consistency thanks to a standard colour hue. Embracing the variance of not only appearance but also flavour Springbank reject the addition of an impurity in any of its bottling as a deception and taint.
Another process adopted by the dominant players in the market is that of chill-filteration. Whisky contains fatty acids, esters, proteins, etc, (known as congeners) derived from, among other sources, the barley and the cask. Some of these are invisible when kept in solution by alcohol but can appear as a haze when in low alcohol mixes, particularly at low temperature. As industry standard is to pre-water to 40% abv clouding can be expected.
When some drinkers take ice in their glass the effect is usually more noticeable. Seen as unappealing to some the industry arranged for these troublesome elements to be removed guaranteeing a clear product. However by extracting these valuable components flavour, aroma and texture can be compromised. It could be thought of as a loss of soul. For mass appeal this may not necessarily be a bad thing. These brands are all the best selling, lack of strong character leading to more accessibility to the immature palate. However Springbank does not accept the simplifying of the drinking experience to reach the majority as acceptable and avoid any techniques to alter the natural qualities of its malt.
SOME (UNATTRIBUTED) ACCOLADES
“Complexity which astounds”
“Simply stupendous”
“Incomparable” “Perhaps the finest liquor distilled on the planet”
“An elderly eccentric among distilleries”
“Springbank is majestic in its resonant complexity, its subtlety and weight”
“One of the most remarkable distilleries on Earth”
“Reputation and renown second to none”
“A hidden Jewel”
“Fiercely independent”
“Synonymous with style and complexity”
“A malt drinker’s dream”
“An embarrassment of riches”
“you won’t refuse the second one”
“A dram for the connoisseur”
“Beautifully balanced”
“(A) benchmark dram”
Besides these words Springbank has earned numerous awards, perhaps principally being unanimously voted premier grand cru classe in a blind tasting for The Times. It was at one time the best selling malt in Japan, was chosen as the house whisky on the QEII and was voted favourite in Whisky Magazine’s 1999 readers poll. Enjoy Springbnak responsibly, i.e. finish every drop and share it.